
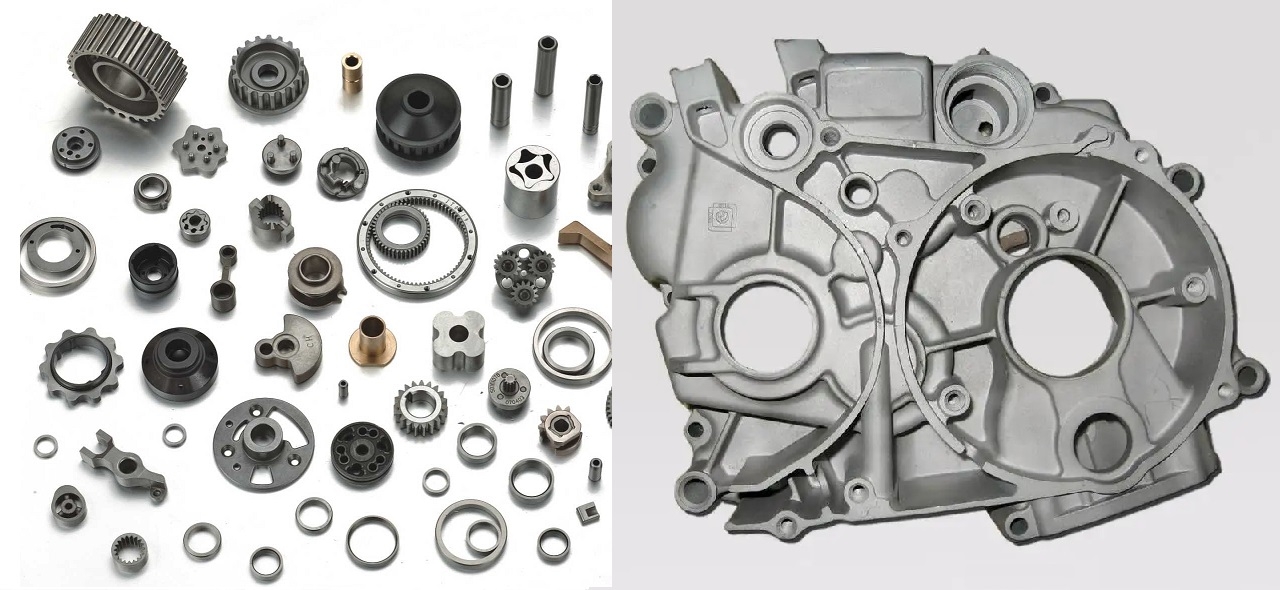
Порошок металлургиясы менен куюунун ортосундагы тандоо көбүнчө экономикага эмес, бир бөлүгүнүн өлчөмүнө же материалдык талаптарга байланыштуу.Көбүнчө колдонулган куюу материалдары алюминий эритмелери, магний эритмелери жана цинк эритмелери болуп саналат, ал эми жез эритмесин куюу да чектелген өлчөмдө колдонулат.Ферросплав жана дат баспас болоттун эрүү температурасы жогору болгондуктан, порошок металлургия процессин колдонуу керек.
Салттуу порошок металлургия бөлүктөрү менен салыштырганда, металл инжектордук калыптоо бөлүктөрү, өлчөм куюу бөлүктөрүнүн өлчөмдөрү бирдей же бир топ чоң болушу мүмкүн.Негизги материал талап кылынганда, порошок металлургия процессин колдонуу туура болот.Мисалы, 1: абдан жогорку күч, кээ бир темир негизделген агломерацияланган эритмелердин чыңалуу күчү куюлуучу эритмелерге караганда үч эседен жогору.2: майлоочу май менен импрегнирленген темир негизделген жана жез негизинде агломерацияланган эритмелери менен чечилиши мүмкүн жогорку эскирүү каршылык жана жогорку сүрүлүүнү азайтуу аткаруу.3: темир негизделген жана жез негизинде агломерацияланган эритмелери менен чечилиши мүмкүн жогорку иш температурасы.4: Коррозияга туруктуулук, жез негизиндеги агломерацияланган эритме жана агломерацияланган дат баспас болоттон жасалган талаптарга жооп бере алат
Порошок металлургиясы менен калыптан куюунун ортосунда цинк куюу темирге негизделген порошок металлургиясынын продуктуларынын ордуна иштөө температурасы 65 °Cден жогору эмес жана орточо күч талап кылынган учурда болушу мүмкүн.Эки процесс өлчөмдүү тактык жана механикалык иштетүү зарылдыгы жагынан окшош.Ал эми шаймандарга жана иштетүүгө кеткен чыгымдар боюнча, порошок металлургиясы, адатта, көбүрөөк пайдалуу.
Посттун убактысы: 2022-жылдын 26-сентябрына чейин